Types of part surfaces to clamp on
For workholding, there are 3 main types of surface finishes to consider before clamping down onto the stock.
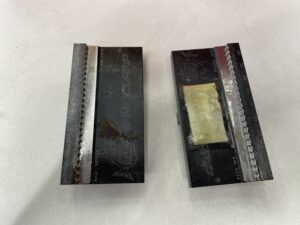
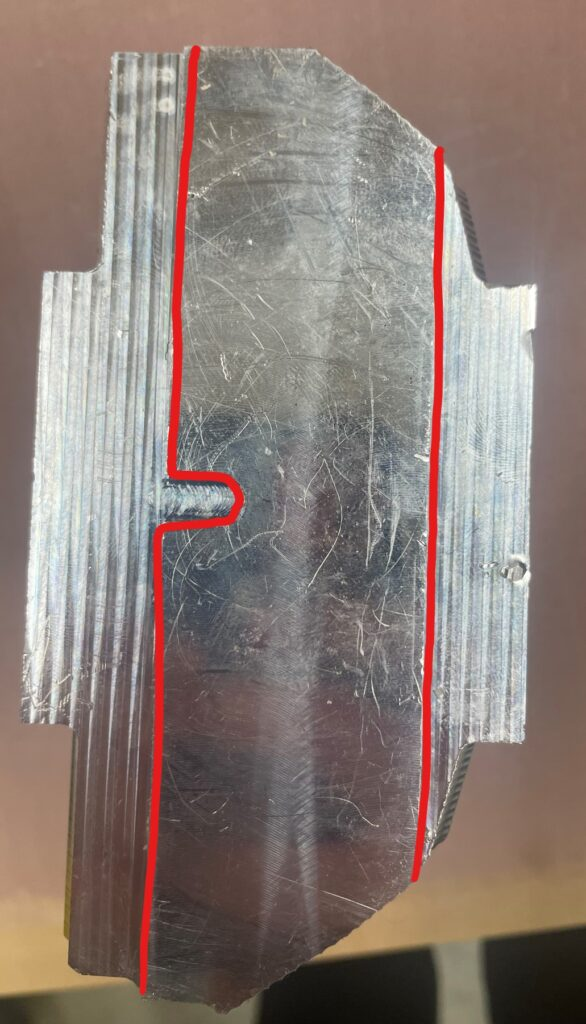
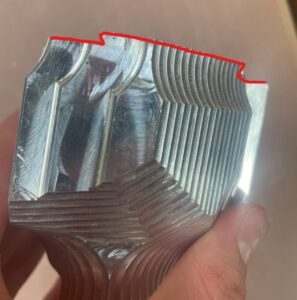
- Bandsaw cut (least preferred for clamping): A surface that has been cut with a bandsaw. Bandsaws leave the worst finish and sometimes a large burr on the bottom edge. This burr must be removed, and the resulting surface should be prepped beforehand for clamping. Is strongly preferred to clamp in snap jaws.
- Extruded: Raw stock from a factory is usually extruded. While the surfaces may look flat and parallel at a glance, in reality, they usually are not. So again, snap jaws are strongly preferred for clamping onto this type of surface.
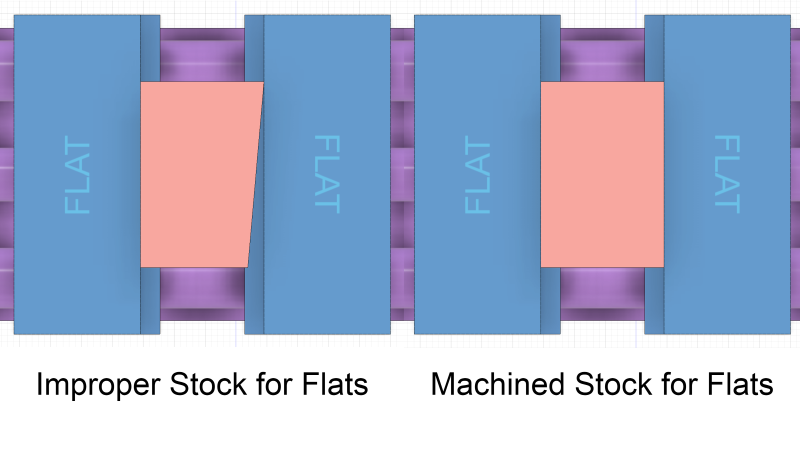
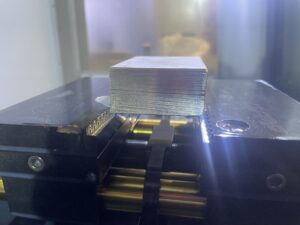
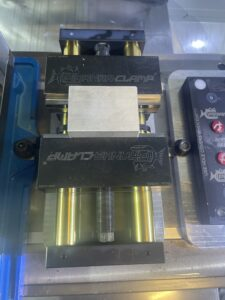
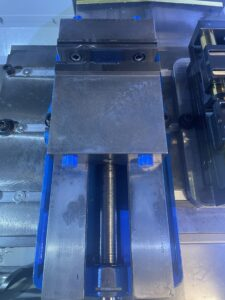
- Machined (most preferred for clamping): A pair of surfaces that have been machined on a CNC mill and are known to be parallel. Since these surfaces are guaranteed to be parallel, they can be put inside flat jaws.
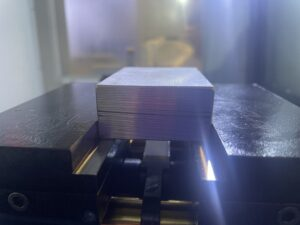
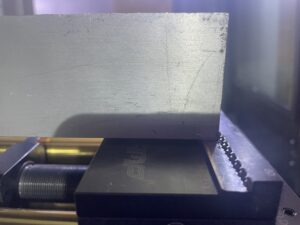
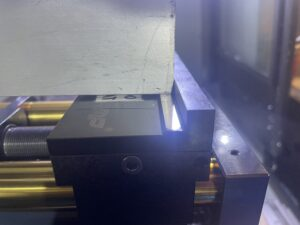
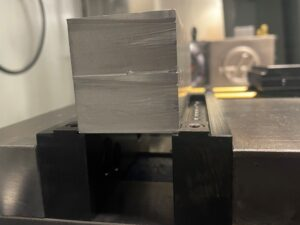
The reason we need properly-parallel surfaces to use the flat jaws is due to clamping area, as demonstrated in the exaggerated view below. If the two sides clamped are not parallel, then one side will have full contact, and the other side will have only a single point of contact. This reduces the effective clamping area and your part may fly out of the jaws during machining.
What workholding should I pick?
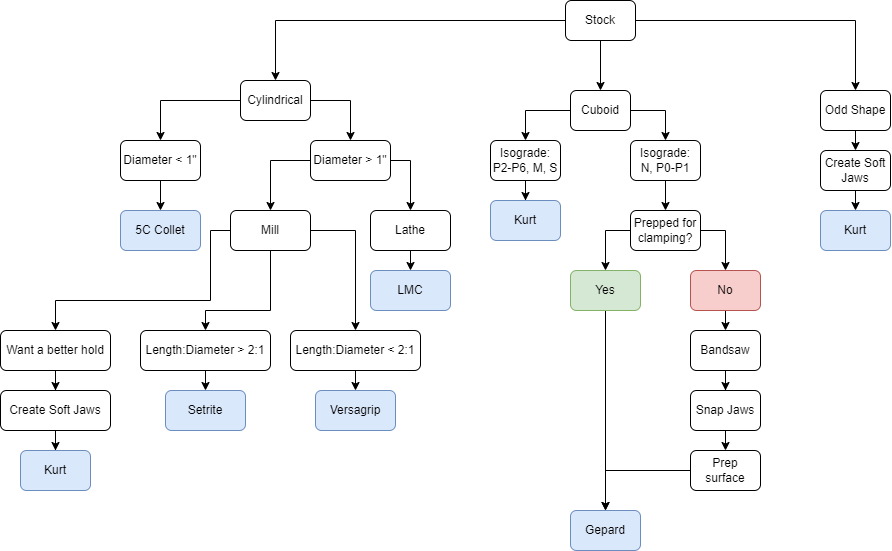
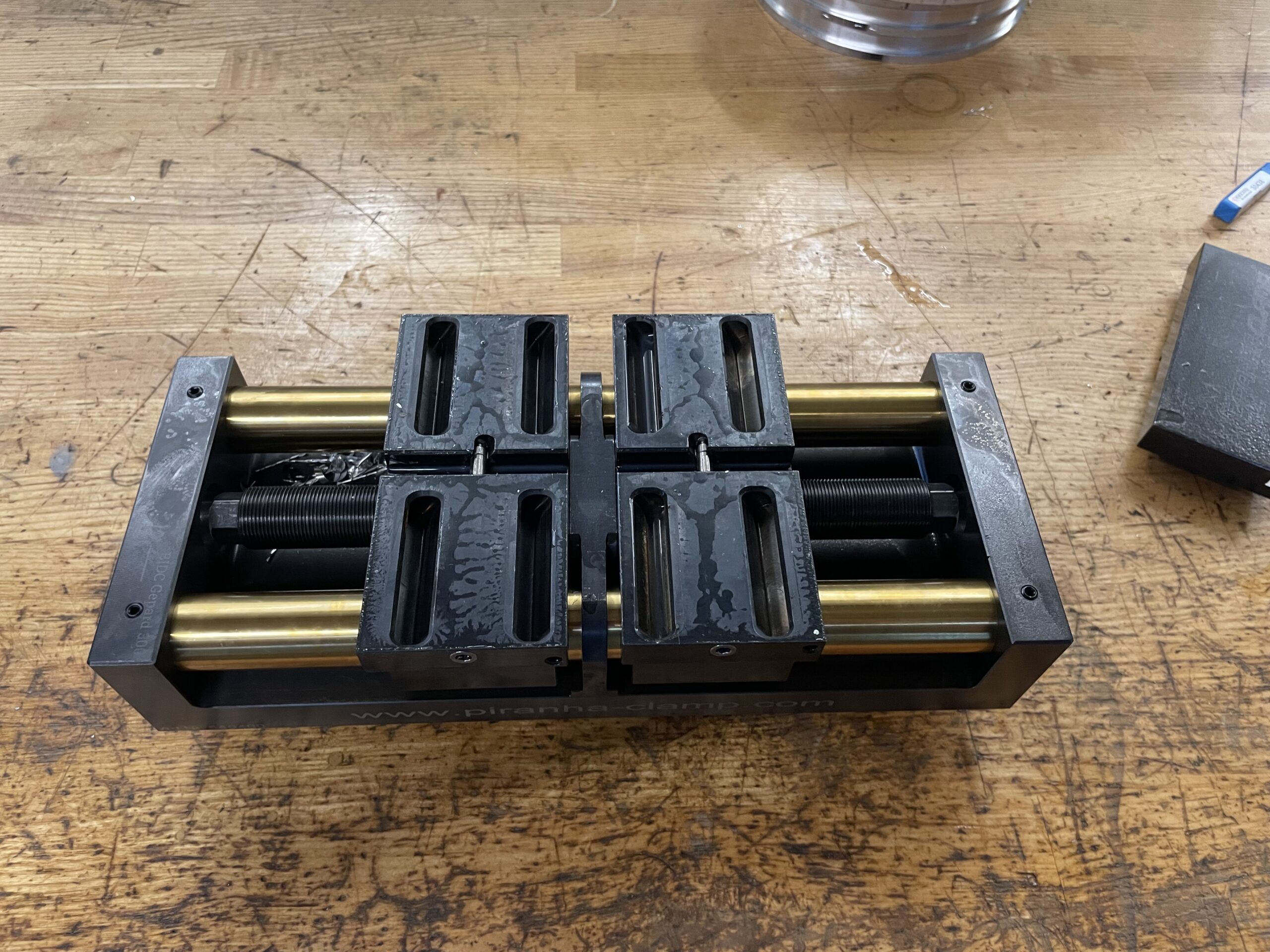
There are a variety of workholding options available at BIDC. The following simplified flowchart roughly shows the thought process behind workholding. However, there is a lot more that goes into it, so please reference the table for actual constraints and values. The table also contains pictures to give you a better visual understanding of how each option works. All workholding is also modeled in the BIDC Fusion 360 Team in the Workholdings and Stocks folder.

























































Parallel Heights
There are two sets of parallels, the “standard” parallels and the “thin parallels.” The standard parallels have a thickness of 0.25″ and the thin parallels have a thickness of ~0.031.” You have a greater choice of heights when using the thin parallels, whereas the standard parallels are a bit easier to set up. The parallel heights are listed below.
Standard: 1″, 1.25″, 1.5″
Thin: 0.5″, 0.625″, 0.75″, 0.875″, 1″, 1.125″, 1.25″, 1.375″, 1.5″, 1.625″